机械制造行业涉及金属加工、表面处理、焊接、涂装等多个工艺环节,酸碱性气体是其主要臭气类型之一,这类气体虽不以 “恶臭” 为典型特征,但因具有强烈刺激性气味,对环境和人体感官影响显著。以下从臭气来源、主要因子、浓度范围及分布特征详细说明:
机械制造行业的酸碱性气体主要源于金属表面处理、焊接、清洗及废物处理过程中,酸 / 碱试剂的挥发或反应产物释放,具体来源如下:
金属表面处理(核心来源)
- 酸洗除锈:为去除金属表面氧化皮,常用盐酸(HCl)、硫酸(H₂SO₄)、硝酸(HNO₃)等酸液浸泡或喷淋。酸液受热(如夏季高温)或搅拌时,会挥发酸性雾气,其中盐酸雾(HCl)、硫酸雾(H₂SO₄气溶胶)、硝酸雾(HNO₃及氮氧化物混合雾)是主要气体。
- 电镀工艺:镀铬、镀镍等过程需使用酸性镀液(如镀铬用铬酸溶液),镀件进出槽时,镀液表面挥发产生铬酸雾(含 CrO₃,酸性);部分碱性电镀(如氰化物镀铜)会因氰化物水解或碱液挥发,释放少量氨气(NH₃)。
- 磷化处理:为增强金属耐腐蚀性,磷化槽使用磷酸(H₃PO₄)或酸性磷酸盐溶液,挥发产生磷酸雾,伴随轻微刺激性气味。
焊接与切割
- 电弧焊(尤其是酸性焊条焊接)时,焊条药皮中的氟化物(如 CaF₂)高温分解,产生氟化氢(HF)气体;二氧化碳气体保护焊中,若气体纯度不足,可能混入少量酸性杂质(如 HCl),加剧刺激性。
- 氧割过程中,金属表面涂层(如防锈漆)燃烧,若含酸性成分,会释放氯化氢、二氧化硫等酸性气体。
清洗与脱脂
- 碱性脱脂:为去除金属表面油污,常用氢氧化钠(NaOH)、碳酸钠(Na₂CO₃)等碱性溶液,高温(60-80℃)下碱液挥发,或与油污反应产生少量氨气(NH₃,尤其当脱脂液含胺类助剂时),形成碱性气味。
- 酸洗后中和:酸洗后的金属件需用碱性溶液(如氨水、碳酸钠溶液)中和残留酸,中和过程中可能挥发氨气或碱性雾滴。
废水与废渣处理
- 酸洗废水(含高浓度酸)、脱脂废水(含碱)在收集、调节池存储时,因搅拌或曝气,挥发酸雾或氨气;
- 废酸渣、碱性废渣(如电镀污泥)露天堆放时,遇水溶解并挥发酸性或碱性气体。
设备泄漏与工艺异常
- 酸洗槽、电镀槽密封不严,或排气系统故障,导致酸雾 / 碱雾无组织逸散;
- 间歇式生产(如批量酸洗)时,槽体开盖瞬间,高浓度酸雾集中释放。
机械制造行业的酸碱性气体以强刺激性物质为主,核心因子及特征如下:

浓度受工艺强度、设备密封性、通风条件影响,差异显著,典型范围如下(气体中浓度):
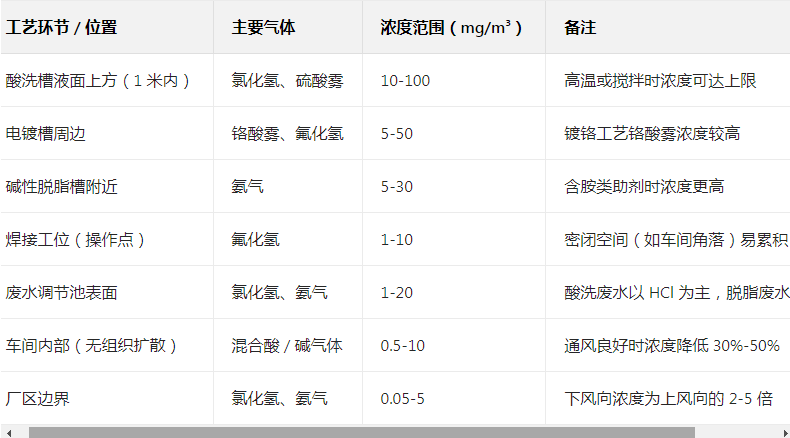
酸碱性气体因密度(酸性气体多比空气重,碱性氨气比空气轻)和通风条件差异,呈现 “点源聚集、定向扩散、垂直分层” 的分布特点:
高浓度核心区
- 定位:酸洗槽、电镀槽、焊接工位、碱性脱脂槽等污染源正上方及周边 1-5 米范围。
- 特征:酸性气体(HCl、硫酸雾)因密度大,多聚集在槽体表面及地面附近(1 米高度内),浓度可达 10-100mg/m³;氨气因密度小,向上扩散,在脱脂槽上方 1-3 米高度形成高浓度区(5-30mg/m³);焊接工位因烟气向上飘散,氟化氢在操作工人呼吸带(1.5-2 米高度)浓度较高。
中浓度扩散区
- 定位:车间内部,距离污染源 5-30 米范围,受机械通风或自然对流影响。
- 特征:酸性气体随气流扩散,浓度降至 0.5-10mg/m³,在车间低洼处可能局部累积;氨气向上扩散后随通风排出,浓度相对均匀。夏季高温时,酸液挥发加剧,扩散范围比冬季扩大 10%-20%。
低浓度影响区
- 定位:厂区边界及下风向 1-2 公里范围(取决于风速和风向)。
- 特征:酸性气体(如 HCl)因易溶于水,随大气沉降或降雨清除,浓度多低于 0.5mg/m³;氨气稳定性稍强,下风向浓度可能达 0.05-3mg/m³,在静风天气可能形成短时异味。
综上,机械制造行业的酸碱性气体以酸洗 / 电镀产生的酸性雾(HCl、硫酸雾)和碱性脱脂产生的氨气为核心,分布呈现 “近源高浓度、远源低扩散” 的特点,需通过槽体密封、局部排风(如酸洗槽上方集气罩)及末端净化(如酸雾吸收塔、氨吸收装置)控制其影响。


